欢迎光临山东世鼎换热设备制造有限公司网站!



山东世鼎换热设备制造有限公司
电话:13589515926
手机:13589515926
网址:www.sdhuanre.cn
地址:山东省淄博市高新区青龙山路13号
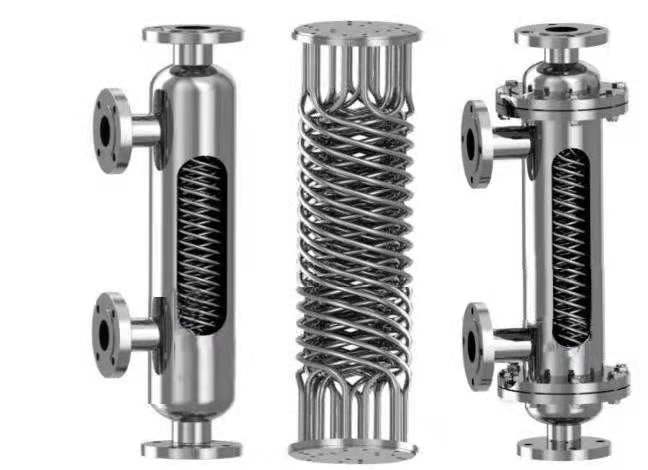
在制作管壳式换热器的过程中,必须首先控制壳体的圆度和直线度,这将直接影响到管束能否顺利加载,保证设备的性能。为了达到这一目标,在加工时必须严格按照有关标准控制每个气缸的切削尺寸。切割材料时,可根据周长和10mm的允许偏差确定切削刃和刨削刃的尺寸,使每个气缸的对角线误差不能超过2mm。使管壳式换热器的壳体时,无论是纵向焊缝和环焊缝应采用氩弧焊,手工电弧焊焊接底部、中间层及盖面焊接过程中看到。这样,可以减少焊接变形,提高了工作效率,而且焊接错边不大于0.5mm。在实际制造过程中,为了减少大开口焊接过程中产生的管壳变形,建议采用非对称K槽焊接接头,然后在焊接前在筒体内安装圆形工装,在焊接时采用TIG法。

管束和壳体的装配也是管壳式换热器制造的关键之一。由于换热管的数量和重量较大,如果管束全部磨损,管束很难放入管束,容易损坏换热管。因此,在实际施工过程中,应首先固定侧管板、棒、管、板间距,和梅花形将换热管部分穿透第一;然后调整折流板和管板的同心度,并保证整个束具有足够的刚度,然后成束壳,然后把剩余的换热器。
更多关于管壳式换热器的相关资讯,请关注我们的网站更新。http://www.sdhuanre.cn
Copyright © 2023版权所有:山东世鼎换热设备制造有限公司
手机:13589515926 地址:山东省淄博市高新区青龙山路13号备案号:鲁ICP备2023002838号 网站地图